Modellbau: Teile anfertigen
Metall und Kunststoff gießen (auch selbst)
Sie wollen sich - und sei auch nur ab und an - ein Waggonmodell selbst bauen. Leider ist Ihr Wunsch–Maßstab
1:22,5 (und da gibt es dieses Modell nicht), oder Sie bevorzugen Typen
mit Bauteilen, die im Handel nicht erhältlich sind.
Spätestens, wenn beim dritten Wagen wieder einmal vier Bremshähne mit Schlauchkupplungen
oder 24 Ringösen–Halter „aus dem Vollen” gearbeitet werden müssen, wünschen Sie
sich eine Erleichterung. Ach, wäre das schön, wenn die jetzt schon fertig wären!
Warum lassen Sie diese Kleinteile dann nicht in einer Kleinserie gießen?
Auf dieser Seite wird beschrieben, wie das funktioniert, und wo die Grenzen und
Möglichkeiten liegen. Außerdem gibt es eine Anleitung für Silikonformen und Gussteile in Eigenproduktion.
Zwei Tipps vorab: Suchen Sie andere Modellbauer mit gleichem Bedarf, damit
Sie die Formkosten teilen können. Investieren Sie lieber zu viel als zu wenig Zeit in den Urmodellbau bei der Modellbahn.
Abschnitte dieser Seite:
- Messing–Schleuderguss
- Das Urmodell: Teilungsebene, Anguss und Nutzen
- Weißmetall–Guss
- Selbst gießen
- Ein paar Worte zum Thema Kunststoff–Spritzguss

[ ± ].
Das H0–Modell dieses DAAG–LKW
besteht fast gänzlich aus Messing–Feingussteilen.
Messing–Schleuderguss
Bei den meisten Gusstechniken wird von einem positiven Original eine Form hergestellt,
die dann für die Vervielfältigung dieses „Urmodells” verwendet wird.
Das Urmodell: Voraussetzungen
Zunächst einmal bauen Sie ein Urmodell (oder lassen es anfertigen). Dieses positive Original
muss ein wenig größer sein als die gewünschten Gussteile, da sich das beim
Gießen flüssige Metall beim Erkalten zusammen zieht. Dabei verliert es je nach
Stärke etwa 2,5 bis 3,5 % in den Längen–, Breiten- und Tiefenmaßen (Gussschwund).
Je stärker das Material und je größer das ganze Teil ist, desto größer ist der Schwund beim Abkühlen.
Die Gießer sind meist erfahren bei der Beurteilung dieser Frage. Schicken Sie vorab eine
vermaßte Skizze des geplanten Teils. Der Gießer kann Ihnen dann Anhaltspunkte geben und
Ihnen auch gleich noch verraten, ob das Teil überhaupt mit vertretbarem Ausschuss gegossen werden kann.
Das Urmodell muss einige Hitze aushalten können, denn die vom Gießer erstellten Silikonformen
werden heiß ausvulkanisiert. Dabei kann eine Weichlötung
schon einmal auseinander fallen. Bauen Sie also Ihr Urmodell aus Messing, und achten Sie darauf,
dass alle Teile gut „sitzen”. Wenn Sie das können, sollten Sie bevorzugt mit Silberlot hart löten.
Achten Sie auch auf Stärke und Form der Angüsse und die Teilbarkeit (dazu mehr im Abschnitt Urmodellbau).
Die Form
Der Gießer erzeugt von Ihrem Urmodell zunächst eine Silikonform. Diese Form wird nach
dem Erkalten in der Teilungsebene in zwei Hälften zerlegt, die über Formstücke
wieder nahtlos zusammen gefügt werden können. In diese Formen wird anschließend heißes Formwachs eingespritzt.
Der Wachsbaum und die Küvette
Nach dem Erkalten werden die Wachslinge aus der Form ausgelöst, was vor allem bei
Hinterschneidungen und filigranen Teilen erhebliches Geschick erfordert. Dann wird aus
Tausenden von Wachs–Spritzlingen ein sogenannter Wachsbaum gebildet. Den können Sie
sich tatsächlich wie einen Weihnachtsbaum vorstellen: Jedes Ende jedes Zweigleins ist ein Wachs–Teilchen.
Dieser Wachsbaum wird nun in einer Küvette verankert. Das ist ein mehr oder minder
zylindrisches Gefäß. In den Hohlraum um den Wachsbaum herum wird dann feinster
Formsand eingefüllt. Der hat eher die Körnigkeit von Gips als von Vogelsand und ergibt
so später die glatten, fast schon glänzenden Oberflächen der Gussteile.
Der Guss
Beim eigentlichen Gussvorgang geschehen zwei Dinge mehr oder minder gleichzeitig.
Das Wachs wird unter großer Hitze ausgeschmolzen (es wird daher auch vom „Wachsausschmelz–Verfahren” gesprochen), und gleichzeitig wird flüssiges
Metall unter enormem Druck in den entstehenden Hohlraum eingeschossen.
Nach dem Erkalten des Gussbaums wird der Formsand entfernt. Die einzelnen Teile
können dann abgezwackt werden. Die Technik wird mit Bezug auf kleine Gussmaschinen
Schleuderguss genannt, weil dort zur Herstellung des Drucks Zentrifugen benutzt werden.


Das Urmodell: Teilungsebene, Anguss und Nutzen
Das Urmodell sollte vorab sorgfältig geplant werden. Zunächst einmal müssen Sie für jedes Teil
überlegen, wie die Form am Besten geteilt werden kann, bevor Sie das Urmodell bauen.
Teilungsebene und Anguss
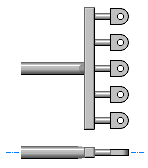
Bei einem Urmodell mit Ringösenhaltern (siehe erste Abbildung des Abschnitts) ist das noch einfach.
Die Zeichnung zeigt obendrein den grundsätzlichen Aufbau eines Urmodells für dem Messing–Schleuderguss.
Auf der linken Seite sehen Sie den Anguss. Dieser Stiel (sein Profil ist egal) muss hinreichend stark sein,
weil darüber das Metall einfließt. Das gilt auch für die Angüsse der einzelnen Teile. Unten in der Skizze
ist mit einer Strich–Punkt–Linie die Teilungsebene eingezeichnet.
Beim Zusammenfügen der getrennten Formhälften lässt sich zuweilen ein minimaler Versatz nicht vermeiden.
Dadurch entsteht eine sogenannte Gussnaht oder ein Gussgrat. Setzen Sie - wenn möglich - Teile so an das Urmodell,
dass die Naht später an einer weniger gut sichtbaren Stelle liegt.
Hinterschneidungen
Schwieriger wird es, wenn es so genannte Hinterschneidungen gibt. Ein solcher Fall wäre eine
Petroleum–Laterne mit der freistehenden Nachbildung des Glasrohrs innerhalb des Reflektors.
Wegen der Elastizität der Silikon– oder Kautschuk–Form können solche Teile auch
angefertigt werden. Es ist dann jedoch nicht mehr möglich, die Form auf zu schneiden. Hinter
der Nachbildung des Glasrohrs muss sie aufgerissen werden. Solche Problemzonen erhöhen den
Ausschuss bei den Wachs–Spritzlingen und machen die Gussteile daher teurer. Vermeiden Sie sie, wenn es geht.
Nutzen
Als Nutzen wird die Zahl der gleichen Teile an einem Urmodell beziehungsweise
Gussteil bezeichnet. In der Zeichnung mit den Ringösen–Haltern beträgt er fünf.
Nun ist bei kleinsten Auflagen von Gussteilen die Form der größte Kostenfaktor.
Deren Preis richtet sich nach Größe und Komplexität des anzufertigenden Teils.
Sie sollten daher die Teile auf einem Urmodell so kombinieren, dass der jeweils kleinste
gemeinsame Nenner verschiedener mehrfach benötigter Teile als Nutzen zur Verfügung steht.
Dabei dürfen allerdings nur Teile mit ähnlichem Volumen und ähnlicher Größe kombiniert werden.
Es sei einmal angenommen, dass Sie beim Waggon–Modellbau in Baugröße
II häufig benötigte Teile in Messing gießen lassen wollen. Was brauchen Sie?
- 2 Pufferhülsen für Schmalspur– oder 4 für Regelspur–Fahrzeuge
- 16 Ringösen-Halter (bei offenen Wagen)
- 2 oder 4 Schlussscheiben–Halter
- 4 Bremsleitungs–Absperrhähne mit Schlauchanschlüssen
- 4 Bremsschlauch–Kupplungen
- 4 Achslager–Gehäuse
- 4 Achslagerblech–Verschlüsse
- 4 Federpakete mit Schaken und Schakenböcken
- 2 × 4 verschiedene Bremsgehänge (rechts / links und lang / kurz)
Pufferhülsen, Achslager–Gehäuse und Federpakete sind massive, große Teile. Die Federpakete mit
den Schaken werden Sie eventuell sogar einzeln gießen lassen müssen oder allenfalls paarweise längs
einem Anguss. Tipp: Bauen Sie zwei verschiedene Federpakete an ein Urmodell,
zum Beispiel ein kurzes für Güter– und ein längeres für Personen–Wagen.
Auf einem zweiten Urmodell bringen Sie zwei Achslager–Gehäuse (wieder zwei Ausführungen)
und eine Pufferhülse unter. Wenn die Pufferhülse geschlitzt und damit an zwei Seiten offen
ist, ordnen Sie die Schlitze parallel zur Teilungsebene an. Wenn Sie einen Korbpuffer mit
vier Schlitzen bauen, legen Sie diese in einen 45°–Winkel zur Teilungsebene.
Die Bremsklötze samt Hängeeisen setzen Sie in den benötigten vier Ausführungen an ein eigenes
Teil. So können Sie auch ungebremste Wagen mit Luftleitung ohne Verschnitt oder Zusatzkosten bauen.
Übrig bleiben die Kleinteile. Setzen Sie zwei Bremshähne, zwei Bremskupplungen, zwei
Schlussscheibenhalter (einer lang, einer kurz) und etwa vier Ringösen an ein Urmodell.
Nur vier? Na klar, gedeckte Güterwagen haben keine Ringösen, wohl aber Bremskupplungen.
Beim Verbauen der Teile sammeln Sie die übrig gebliebenden Teile. Wenn Sie diese nicht selbst
brauchen und sie gut sind, finden Sie sicher dankbare Abnehmer dafür.
Weißmetall–Guss
Für massive und flächige Teile ist Weißmetall besser geeignet als Messing,
zumindest beim Gießen. Die Oberfläche ist oft etwas glatter, und es entsteht sehr
viel weniger Schwund. Er liegt etwa in einer Größenordnung von 0,5 bis 1 Prozent.
Das liegt daran, dass der Schmelzpunkt der Legierung wesentlich geringer ist als der von
Messing oder Neusilber. Daher sind die Temperatur–Unterschiede nicht so groß.
Weißmetall–Teile haben jedoch zwei kleine Nachteile: Sie lassen sich nicht gut löten,
daher muss die Montage mit Klebstoffen erfolgen. Das Material ist meist wesentlich weicher
als Messing und daher leichter verbiegbar. Dafür sind die Teile günstiger in der Herstellung.
Um bei der Baugröße II (Maßstab 1:22,5)
zu bleiben: Die Wangen von Drehgestellen und Achslager–Gehäuse sind ideale Kandidaten für den
Weißmetall–Guss, geschlossene Pufferhülsen ebenfalls.
Der entscheidenste Vorteil von Weissmetall dürfte jedoch sein, dass einfache Gussteile
mit vertretbarem Aufwand und nicht zu hohen Kosten zuhause angefertigt werden können. Das zweite
Bild dieses Abschnitts zeigt als Beispiel die Gewichte für eine Dezimalwaage.


Selbst gießen
Messing werden Sie wohl kaum selber gießen - allenfalls Blei zu Silvester. Es gibt jedoch noch andere Anwendungsbereiche,
bei denen die Gusstechnik zur Vervielfältigung von Teilen auch zuhause nutzbar ist.
Als Gussmittel kommen Gießharz (Resin) oder Zinn in Frage. Die Formen werden aus Silikon hergestellt.
Einen Lieferanten für Resinguss und Silikon finden Sie bei den Adressen.
Herstellen der Form
Zunächst bauen Sie sich aus glattem Holz einen Rahmen, der innen die Maße der geplanten
Formgröße haben muss. Dann füllen Sie die untere Hälfte des Kastens mit
Knetmasse („Plastilin”). In diese Masse drücken Sie bis zur Trennungsebene das Urmodell hinein.
Achten Sie dabei darauf, dass die Knetmasse an den Rändern der Trennungslinie dicht
anliegt. Dann drücken Sie außerhalb des Urmodells mehrere Vertiefungen in die Knetmasse,
beispielweise mit der abgerundeten Spitze eines Holz–Stöckchens.
Im nächsten Schritt wird die obere Hälfte mit vorbereitetem Silikon ausgefüllt.
Folgen Sie dabei den Hersteller–Anweisungen möglichst genau. Benetzen Sie zunächst die
Oberseite des Urmodells mit einem Pinsel, und gießen Sie erst dann den Hohlraum oben aus.
Wenn das Silikon ausvulkanisiert ist (bei manchen Sorten geschieht das bei Raumtemperatur),
nehmen Sie den Oberteil der Form aus dem Kasten. Entfernen Sie nun das Plastilin und legen
Sie die Form mit dem eingelegten Urmodell nach oben in den Kasten. Sprühen Sie die Trennebene
ausgiebig mit Trennmittel–Spray ein, sonst wird es später schwierig, die Formhälften zu trennen.
Nun können Sie die zweite Hälfte mit Silikon ausfüllen. Die vorher eingedrückten Vertiefungen
stehen nun als Passnasen hoch und dienen dazu, die Hälften später exakt aufeinander zu setzen.
Wenn auch die zweite Seite ausvulkanisiert ist, ist die Form gebrauchsfertig und kann aus dem
Kasten heraus genommen werden. Verlängern Sie noch den Anguss bis zum Rand der Form, sofern Sie
das nicht schon bei deren Herstellung bedacht haben.


Gießen
Zinnguss erfordert normalerweise einen Ofen, in dem das Material auf etwa
250 bis 400° C erhitzt wird (je nach Legierung).
Bei kleineren Mengen tun es auch ein Schmelztiegel oder eine Gießkelle und eine kräftige Flamme.
Achten Sie beim Zinngießen peinlich genau darauf, dass alle Teile trocken sind!
Die ersten Versuche im Weissmetallguss führen oft nicht zum gewünschten Ergebnis. Lassen Sie
sich nicht entmutigen. Irgendwann klappt es doch noch. Ab da sind einfache Aufgaben nur noch Routine.
Weniger kritisch ist die Verwendung von Gießharz. Solche Resine bestehen meist aus zwei Komponenten:
Harz und Härter. Diese müssen in exakt dem angegebenen Verhältnis gemischt werden.
Bei größeren Teilen können dem Harz auch Füll– und Verfestigungs–Stoffe zugemengt werden.
Außerdem gibt es Farben für die Beimengung. Damit kann das Gießharz beispielweise schwarz eingefärbt
werden, was besonders im bei Modellbahn–Teilen oft sinnvoll ist.
Wichtig: Pudern Sie vor dem Guss die Formen innen mit Talkum aus (das Sie in der Apotheke erhalten).
Der Puder sorgt für ein erheblich verbessertes Fließverhalten der Metalle und ergibt bessere Oberflächen.

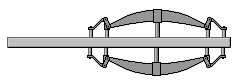
[ ± ].
Die Ballastgewichte für eine kleine Dampflokomotive aus einer Bleilegierung.
Die eingesteckten Messingröhrchen sorgen für einen Durchbruch quer zur Trennebene.
Platten gießen
Eine einseitige Form kann schon sehr nützlich sein. Ein Beispiel: Sie möchten ein Gebäude mit natürlich wirkendem Ziegel–Mauerwerk verkleiden.
Sie gravieren sich also ein Urmodell aus Gips und formen dieses in einem Rahmen einseitig
mit Silikon ab. Anschließend gießen Sie sich serienweise Platten aus Hartgips in diese Form und färben sie mit Kunstharz–Lacken ein.
Die Platten sollten Sie - zumindest bei größeren Maßstäben - auf ein geeignetes Trägermaterial aufkleben, beispielsweise Sperrholz.
Diese Technik ist auch für die Nachbildung von Felsstrukturen und Dächern geeignet.
Die Abbildungsgenauigkeit selbst feinster Details ist bei diesen Formen und Güssen ganz
erstaunlich. Vorlagen aus natürlichen Werkstoffen werden exakt mit der Oberflächenstruktur des Urmodells wieder gegeben.

[ ± ].
Beispiel für den Guss mit eingefärbtem Harz in einer einteiligen Form.
Ein paar Worte zum Thema Kunststoff–Spritzguss
Laut tönt das Wehklagen über die Preisentwicklung bei Modellbahnen in den Leserbriefen.
In der Tat sind mittlerweile für manche Modelle respektable Summen auf den Ladentresen zu blättern. Wie kommt's?
Kunststoff–Spritzguss funktioniert ganz anders als die bisher beschriebenen Verfahren. Hier
wird eine Stahlform hergestellt, in die der flüssige Kunststoff unter enormem Druck eingespritzt
wird. Nach dem Erkalten werden die Spritzlinge über sogenannte Auswerfer, kleine Stempel an passenden Stellen, aus der Form heraus gedrückt.
Die Herstellung einer solchen Form ist gemein teuer. Schon Mitte der 80er Jahre des
vorherigen Jahrhunderts mussten für ein relativ einfaches H0–Modell rund
20.000 bis 50.000 DM einkalkuliert werden. Heute
bewegen sich die Gestellungspreise entsprechend höher.
Dazu kommt der gehobene Anspruch der Modellbahner, teils zu Recht von den Fachzeitschriften
geschürt. Die Zurüstteile sollen alle freistehend sein (neue Form, erhöhter
Montageaufwand). Die Detaillierung hat auch bei einem Großserien–Produkt der eines
exklusiven Kleinstserien–Modells zu entsprechen. Wehe, wenn nicht: Dann fällt das Modell bei Redaktionen und Käufern eventuell durch.
Wer selbst Modelle baut, wird seine Ansichten schnell relativieren. Die gesamte Modellbahn–Szene
bedarf auch des Nachwuchses. Der ist schon aus finanziellen Gründen kaum zu gewinnen, wenn
für ein gutes Reisezugwagen–Modell je nach Nenngröße und Hersteller 40,- oder
mehr und für eine Schlepptender–Lok mindestens 250,- € anzulegen sind.
Die Investitionen müssen über die Stückzahlen wieder herein kommen. Da darf wohl kaum jährlich eine Menge Form–Neuheiten erwartet werden.
Etwas anderes ist die Frage der Maßhaltigkeit. Diese verursacht keine Zusatzkosten. Ob ein
Teil an einer Stelle ein paar Millimeter oder Zentimeter länger oder kürzer ist, spielt
bei den Gestellungs–Kosten praktisch keine Rolle. Drastisch verkürzte Wagen - damit deren
Kästen auf das Einheits–Fahrgestell passen - bereiten nur wenig Vergnügen.

[ ± ].
Beispiel für geglückten Kunststoff–Spritzguss: Citroën HP5 von Heller im Bau (Maßstab 1:24).