Modellbau: Teile anfertigen
Rollen, drücken und treiben von Messingblech
Dieser Bereich behandelt die Anfertigung von Teilen für Modelle, vorwiegend Eisenbahnmodelle.
Zwei sehr unterschätzte und selten benutzte, jedoch nützlich Techniken sind das Rollen und Drücken von Blechen. Davon soll hier die Rede sein.
Wie stets geben wir einige nützliche Tipps, die Ihnen die Arbeit vereinfachen können.
Das erste Bild zeigt ein Modell der kleinen Dampflok 99021 der Inselbahn Wangerooge im Rohbau. Die Rauchkammer,
der Kessel und der Dampfdom wurden aus Messingblechen gerollt, die Mitte der Rauchkammertür gedrückt.
Abschnitte dieser Seite:

[ ± ].
Kessel und Rauchkammer dieser Dampflok sind gerollt. Der Mittelteil der Rauchkammertür wurde mit Druck in die gewölbte Form gebracht.
Blech rollen
Zylindrische Teilen mit dünner Wandung wie Dampflokkessel oder Rauchkammern stellen den Modellbahner beim
Selbstbau oft vor ein Problem. Das wird besonders dann deutlich, wenn es keine Rohre in passendem Durchmesser gibt.
Das wird beim Maßstab 1:22,5 besonders oft der Fall sein, weil gerade Vorbildmaße
sehr oft krumme Modellmaße ergeben. In so einem Fall können passende Bleche gerollt werden.

Messing ist hierfür weit besser geeignet als Neusilber. Je nach Aufgabe kann es nützlich sein, das Blech vorher
auszuglühen - oft ist das jedoch gar nicht nötig, besonders bei dünnem Blech wie hier im Bild.
Eine käufliche Rollenbiegemaschine muss es meist gar nicht sein. Der im ersten Bild gezeigte Dampfdom wurde
mit einem Aluminiumrohr in deutlich kleinerem Durchmesser auf einer Moosgummi–Unterlage in die zylindrische Form gebracht.
Dabei kann es an den Enden der Abwicklung Probleme geben, weil sich diese nicht wie gewünscht verformen.
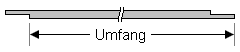
Abhilfe schafft hier, entweder ein breiteres Blech zu rollen und später die Enden abzusägen, oder besser, ein Ätzblech zu
verwenden, das an den Enden einmal oben und einmal unten tiefgeätzt ist, sodass sich eine Überlappung ergibt. Die zweite Abbildung
zeigt im Schnitt, wie das aussieht, und wie der Umfang im Vergleich zur Gesamtlänge ist.
So schlagen Sie zwei Fliegen mit einer Klappe, denn die Überlappungen lassen sich später weit besser verlöten als stumpfe Kanten.

[ ± ].
Die 99021 (ehemals Lok 3 der Inselbahn Wangerooge) als Modell im Maßstab 1:22,5. Hier ist
der Dampfdom praktisch fertig. Er dient auch als Vorratsbehälter für den
Rauchentwickler.
Ätzbleche für das Rollen vorbereiten
Der Trick mit der Überlappung der Blechenden wurde schon im letzten Abschnitt besprochen. Hier folgen
ein paar weitere Tipps. Diese Seiten bieten zusätzliche Informationen:
Bei Blechen, die gerollt werden sollen, kann es zwei Probleme geben. Erstens ist es nicht ganz einfach, die genaue
Länge der Abwicklung zu bestimmen, wenn es beim geplanten Durchmesser auf Genauigkeit ankommt. Das wird spätestens
dann der Fall sein, wenn der Zylinder oder die Rundung genau mit anderen Teilen zusammen passen muss.
Zweitens wird sich das Blech nicht immer so verhalten, wie Sie sich das wünschen, also beispielsweise kreisrund werden
und sich hinreichend leicht biegen lassen. Gegen beide Übel ist jedoch ein Kraut gewachsen.

Auf dem ersten Bild des Abschnitts sehen Sie die Abwicklung der Rauchkammer für die oben gezeigte Dampflok. In regelmäßigen,
möglichst dichten Abständen wurden hier kleine Nuten tiefgeätzt. Dadurch lässt sich das Messingblech erstens leichter rollen,
und zweitens ist der Solldurchmesser genauer zu erreichen. Der Grund hierfür: Die Mittellinie des Blechs wird hier ziemlich
genau auf halber Blechstärke liegen.
Die „Knicke”, die nun beim Rollen entstehen, sind zwar zunächst noch sichtbar. Es ist jedoch leicht, diese mit
einer Schmirgellatte (Holzstreifen mit aufgezogenem Schleifpapier) auszurunden. Anders als zu vermuten wäre, ist das keine große Arbeit.

[ ± ].
Die Rauchkammer und der Kessel enstanden aus vorgeätzten und gerollten Blechen. Am Kessel sind zwei wassergestrahlte
Ringe zu sehen, die das Blech beim Verlöten kreisrund halten.
Drücken und Treiben von Blechen
Beim eigentlichen Drücken bedarf es einer negativen Form und eines positiven Stempels. Diese müssen so ausgelegt sein,
dass genau das richtige Maß von Überdehnung erzielt wird, damit das Blech nach dem Vorgang die richtige Form behält.
Gedrückt wird dann mit einer Presse, wofür im einfachsten Fall ein Schraubstock benutzt werden kann.
Einige Aufgaben lassen sich mit der gebotenen Pfiffigkeit jedoch auch einfacher lösen. Als Beispiel möge der gewölbte Mittelteil
eine Rauchkammertür (Maßstab 1:22,5) dienen. Dieses Teil ist zwar klein, jedoch nicht so klein, dass es
sich ohne weiteres auf der Drehbank anfertigen ließe.
Statt hier zu drücken, wurde mit einem anderen Trick gearbeitet. Dadurch lässt sich der Fortschritt der Verformung besser beobachten.
Der glückliche Zufall will es so, dass eine Sechskant–Nuss für die Schlüsselweite 19 genau den passenden Durchmesser am oberen,
ausgerundeten Ring hat. Da wurde das ausgeglühte und anschließend wieder blank geschliffene Blech aufgelegt (siehe erstes Bild des Abschnitts).
Über einen in die Mitte eingelegte Dichtungsring aus Hartgummi und ein wiederum darauf gelegtes Brettchen war das Blech
mit einem 300 g–Hammer in die gewünschte Form zu bringen. Diese Technik wird „treiben”
genannt, wobei die typischere Art die direkte Arbeit mit einem Hammer und einem gegen gehaltenen, schweren Gegenstand ist (zum Beispiel
dem sogenannten „Ausbeulkomma” der KFZ–Karosserie–Spengler).
Das zweite Bild zeigt (nach dem erneuten Verschleifen), dass diese Aufgabe prima geklappt hat.

