Modellbau: Teile anfertigen
Bohren und Fräsen
Auf dieser Seite werden Werkzeuge, Arbeitsmethoden und Tipps zum Thema Bohren und Fräsen von Hand gegeben.
Vorab ein Sicherheits–Hinweis: Bohrer und Fräser sind kein Spielzeug.
Auch, wenn sie klein sind, können wie gefährliche Verletzungen verursachen. Das gilt besonders
für abbrechende Bohrer, die in der Regel extrem scharfe Bruchkanten haben, da das Material so
hart ist. Achten Sie darauf, Ihre Augen zu schützen, beispielsweise mit einer Schutzbrille.
Für Bohrungen in größeren Holzteilen oder stärkeren Blechen sollte ein Bohrständer verwendet werden, wenn es auf Rechtwinkligkeit ankommt.
Weitere Hinweise zum Bohren und Fräsen finden Sie auch auf der nächsten Seite
beim Thema Drehen.
Abschnitte dieser Seite:

[ ± ].
Für manches Modell müssen Hunderte von Löchern gebohrt werden.
Werkzeuge
Um ein Loch zu bohren, werden (meist) zwei Dinge benötigt: ein Bohrer und ein Halter
beziehungsweise ein Antrieb mit Futter. „Futter” ist die Bezeichnung für die Werkzeug–Spannvorrichtung.
Als Halter oder Antrieb kommen beim Modellbau, je nach Aufgabe, in Frage:
- Stiftenklöbchen - eine Spannvorrichtung für das Bohren von Hand (siehe erste Abbildung des Abschnitts).
- Kleinbohrmaschine mit Spannzangen oder Schnellspann–Bohrfutter.
- eine nicht zu große Handbohrmaschine, optional mit Bohrständer.
- eine Drehbank zum Bohren mittiger Löcher in der Längsachse runder Körper.
- eine Vertikal–Einrichtung an einer Werkzeug–Maschine.

Die Bohrer selbst werden nach ihrer Eignung für das zu bohrende Material unterschieden. Steinbohrer werden
im Modellbau kaum gebraucht, Holzbohrer schon öfter, und Metall–Bohrer auf Häufigsten.
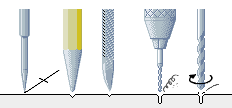
Die Abbildung zeigt auf der linken Seite einen Metallbohrer. Die Schneiden an der Spitze
sollten (normalerweise) in einem Winkel von etwa 110°
zueinander stehen. Beim Holzbohrer ist in der Mitte vorne eine Führungs–Spitze. Die
Schneiden laufen fast gerade zur Mitte und sind meist außen etwas länger als in der Mitte.
Sehr scharfe Holzbohrer sind auch geeignet, um Löcher mit größeren Durchmessern in weiche Kunststoffe zu bohren.
Die Spitzen außen an der Schneide ritzen zunächst einen Spalt vor, schneiden also eher, als dass sie einen
breiten Span abheben. Das ist besonders bei dünnen Kunststoffen nützlich, denn die würden von Metallbohrern
unkontrolliert verformt. Ähnliches gilt für die Kombination Metallbohrer auf Holz: Ein unkontrollierter
Faser–Ausriss lässt sich da kaum vermeiden.
Für die Verwendung von Metallbohrern in Kunststoff gilt etwa folgende Faustregel: Ist der Kunststoff dicker
als die Höhe von Spitze zu äußerem Schneiden–Ende, können Metall–Bohrer verwendet werden.

Bohren und Fräsen
Beim Kauf von Metallbohrern - sofern Sie diese für Metall verwenden möchten - sollten Sie nicht sparen. Kaufen Sie Einsätze aus
Link zum Glossar
HSS-E.
Für die ausschließliche Verwendung in Kunststoffen und Weichhölzern tun es
auch HSS–Werkzeuge.
Eisen und Aluminium müssen bei langsamen Drehzahlen gebohrt werden. Ein Tröpfchen Öl oder
Bohrwasser kann beim Bohren nichts schaden. Messing erfordert höhere bis hohe Drehzahlen.
Kunststoffe hingegen dürfen nur bei extrem langsamen Drehzahlen gebohrt werden. Sie schmelzen sonst
bei der sich entwickelnden Wärme. Verwenden Sie für Bohrungen mit kleineren Durchmessern in Kunststoff
lieber das Stiftenklöbchen und bohren Sie von Hand.
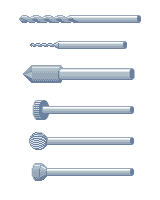
Bei Bohrern mit sehr kleinen Durchmessern sind Schaft–Ausführungen besser, da sie sich
leichter einspannen lassen. Das zweite Werkzeug von oben auf dem Bild in diesem Abschnitt ist so ein Schaftbohrer.
Tipp Nummer 1: Stiftenklöbchen und Kleinbohrmaschine sollten doppelt vorhanden
sein. Das spart den ständigen Werkzeug–Wechsel, denn viele sich wiederholende Arbeiten
erfordern den Einsatz zweier Werkzeuge direkt nacheinander. Eine der Maschinen sollte ein Schnellspann–Bohrfutter statt Spannzangen haben.
Tipp Nummer 2: Wenn Sie einen festen Arbeitsplatz haben, sollten Sie sich
unten am Tisch Halterungen für die Kleinbohrmaschinen basteln, in die Sie die Werkzeuge
schnell einhängen können (und aus denen Sie sie dementsprechend auch schnell greifen können).
Tipp Nummer 3: Bohren Sie bei größeren Durchmessern zunächst
ein sehr kleines Loch vor, das verbessert die Führung großer Metallbohrer.
Das Fräsen aus freier Hand erfordert Kraft und Übung. Probieren Sie
die Wirkung zunächst vorsichtig und mit geringstem Druck aus, bis Sie die Resultate gut einschätzen können.
[ ± ].
Von oben nach unten: Spiral– und Schaftbohrer, Kegelsenker, Rad–, Kugel– und Hohlfräser.
Tipps und Tricks
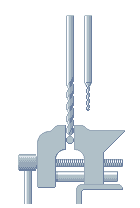
Querbohrungen in Rohren und Rundmaterial sind umso schwieriger anzusetzen,
je kleiner deren Durchmesser ist. Dabei hilft folgender Trick.
Spannen Sie das Rundmaterial quer in einen kleinen Schraubstock ein, am besten mit
Schutzwinkeln aus Aluminium an beiden Seiten. Das Material muss unterhalb der Oberkante der Backen liegen.
Wenn Sie jetzt einen Bohrer in gleichem Durchmesser wie das Rundmaterial benutzen,
können Sie zumindest quer genau geführt eine Vorbohrung herstellen. Diese dient als Führung für die anschließende Durchbohrung mit kleinerem
Durchmesser.
Identische Bohrungen in mehreren Teilen sind ebenfalls keine leichte Aufgabe -
zumindest „frei Hand”. Bei Blechen löten Sie die Teile deckungsgleich zusammen
und bohren alle auf einmal. Bei Kunststoffen kleben Sie zunächst größere
Stücke an den Rändern zusammen. Dann bohren Sie die Löcher durch alle Schichten.
Zuletzt schneiden oder sägen Sie die Teile gemeinsam innerhalb der Kleberänder aus und in Form.
Das Anzeichnen von Löchern für gleichmäßige Nietreihen ist
auch nicht ganz einfach, wenn die Abstände regelmäßig sein sollen. Beginnen
Sie damit, dass Sie das erste Loch ankörnen. Dann stellen Sie die Spitzen eines
scharfen Reißzirkels auf den gewünschten Abstand zwischen den einzelnen Nieten.
Eine Spitze halten Sie in die erste Körnung, mit der anderen Spitze erzeugen Sie die
nächste, und so weiter. Vorher ziehen Sie eine gerade Markierungs–Linie als dünnen
Ritz in das Material. Nach dem Bohren und Versäubern schleifen Sie den Ritz wieder weg.
[ ± ].
Trick zum Vorbohren von Rundmaterial.