Modellbau: Teile anfertigen
Ätzen von Messing und Neusilber
Das ist ja ätzend!
- so tönt es zuweilen schon aus Kindermund.
Würden die Kids jedoch gefragt, was „ätzen” eigentlich
bedeutet, gäbe es meist wohl nur ratloses Kopfschütteln zur Antwort.
Ätzen ist ein chemisches Verfahren, bei dem aus Werkstoffen durch Umwandlung Partikel (Teilchen) ausgelöst werden, meist Kupfer.
Ohne Ätztechnik gäbe es keine Handys oder Computer.
Deren Motherboards werden ebenso wie fast alle anderen Platinen im Ätzverfahren hergestellt.
Das Verfahren ist jedoch auch beim Selbstbau von Fahrzeugen für die Modelleisenbahn sehr nützlich.
Auf dieser Seite werden Methoden und Möglichkeiten zum Ätzen beschrieben.
![]() Ein wichtiger Hinweis vorab: Der Umgang mit Ätzmitteln und Chemikalien
überhaupt erfordert das nötige Know–how - und eine fachgerechte
Entsorgung der Ätzmittel. Im Zweifelsfall sollten Sie lieber die Dienste kommerzieller
Unternehmen nutzen, statt sich selbst und die Umwelt zu gefährden. Bedenken Sie stets,
dass Ätzmittel und deren Dämpfe nicht nur Kupfer, sondern auch Haut und Augen angreifen!
Falls doch einmal etwas geschehen sollte, rufen Sie erst den Notruf 112 und eventuell bei einer
Giftnotruf–Zentrale an.
Ein wichtiger Hinweis vorab: Der Umgang mit Ätzmitteln und Chemikalien
überhaupt erfordert das nötige Know–how - und eine fachgerechte
Entsorgung der Ätzmittel. Im Zweifelsfall sollten Sie lieber die Dienste kommerzieller
Unternehmen nutzen, statt sich selbst und die Umwelt zu gefährden. Bedenken Sie stets,
dass Ätzmittel und deren Dämpfe nicht nur Kupfer, sondern auch Haut und Augen angreifen!
Falls doch einmal etwas geschehen sollte, rufen Sie erst den Notruf 112 und eventuell bei einer
Giftnotruf–Zentrale an.
Abschnitte dieser Seite:
- Das Prinzip
- Die Schutzschicht
- Das fotochemische Verfahren
- Selbst ätzen
- Vorlagen für Strichfilme erstellen.
Zusatzseite: Tipps zum Erstellen von Ätzvorlagen
- Wann lohnt es sich, selbst zu ätzen?

[ ± ].
Das ist kein Original, sondern das 1:87–Modell eines Packwagens der bayerischen Ostbahn mit aus Messing geätztem Aufbau.
Das Prinzip
Am häufigsten werden die Kupfer–Kaschierungen von Platinen für elektronische Schaltungen sowie Messing– und Neusilber–Bleche geätzt.
Dabei wird ein Teil der Oberfläche durch den Auftrag eines Lacks oder anderen Mittels
abgedeckt. Diese Maskierung muss gegen das flüssige Ätzmittel resistent sein.
Anschließend wird das Material in einem Bad geätzt. Dabei sind die richtige Temperatur,
die Konzentration und Art des verwendeten Ätzmittels wichtig. Schnellere und bessere Resultate
als in einem einfachen Bad werden mit Schaum–Ätzbädern oder zumindest sprudelnden
Bädern erzielt. Durch die größere Umwälzung werden die Kupfer–Bestandteile schneller ausgelöst.
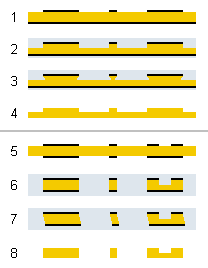
Die Skizze in diesem Abschnitt zeigt oben das Prinzip beim Tiefätzen von Blechen.
Die Rückseite ist durchgehend abgedeckt, die zu ätzende Seite nur teilweise (1).
Beim richtigen - schnellen - Ätzen wird das Material an den ungeschützten Stellen fast
rechtwinklig zur Oberfläche ausgelöst (2). Bei zu langem Ätzen oder zu dickem
Material entstehen sogenannte Hinterätzungen. Das sind seitliche Taschen
unterhalb der Schutzschicht–Ränder (3).
Zum richtigen Zeitpunkt wird das Werkstück aus dem Ätzbad geholt und sorgfältig
gewaschen. Dann wird die Schutzschicht entfernt, beispielsweise mit Lösungsmitteln. Das Ätzteil ist fertig (4).
Das Verfahren beim Durchätzen ist genau gleich, nur mit dem Unterschied,
dass diesmal an bestimmten Stellen von beiden Seiten des Blechs geätzt wird (5).
Dabei kann an den gewünschten Stellen ein Durchbruch entstehen, an anderen Stellen
nur tiefgeätzt werden (6). Die Ätztiefe ist auf beiden Seiten stets gleich, da sie gleichzeitig geätzt werden.
Neben der Gefahr der Hinterätzung besteht beim doppelseitigen Ätzen noch die eines
Versatzes der Schutzschichten. Dadurch liegen die Durchbrüche einander nicht genau
gegenüber (7). Außerdem kann es geschehen, dass zu dünne Stege
weggeätzt werden, bevor die größeren Durchbrüche frei sind. Faustregel: Beim professionellen
Ätzen dürfen Stege keinesfalls dünner werden als die Materialstärke.
Die letzte Skizze zeigt ein perfektes Ergebnis (8).

Die Schutzschicht
Es gibt mehrere Methoden, die nötige Schutzschicht herzustellen. Nicht jede davon eignet sich für jeden Zweck.
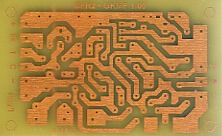
Für die Herstellung einfacher - oder nur einmal benötigter - Platinen für
elektronische Schaltungen kann ein feiner Lackstift verwendet werden
(beispielsweise ein Edding® 780 mit 0,8mm–Spitze).
Die zu schützenden Flächen werden - eventuell mit Hilfe von Linealen - einfach aufgemalt.
Achten Sie vor dem Ätzen auf eine hinreichende Trocknungs–Zeit und vor dem Malen auf eine sorgfältige Entfettung der Oberflächen!
Im Modellbau–Bereich ist diese Technik allenfalls für die Anfertigung einfacher Bretter–Strukturen oder Ähnlichem in Blech geeignet.
Die zweite Methode ist da schon interessanter. Sie kann bei Einzelanfertigungen oder Kleinstserien
sowohl für Platinen als auch für Bleche verwendet werden.
Die Schutzschicht wird hierbei mit An– beziehungsweise Abreibe–Buchstaben, –Zahlen und –Symbolen hergestellt. Deren
Kunststoff (und Haftmaterial) ist resistent gegen die gängigen Ätzmittel, wenn auch nur
in Maßen und zeitlich begrenzt. Reiben Sie die Teile sorgfältig, aber mit nicht zu hohem Druck an -
sonst verschwimmen die Ränder durch Quetschungen.
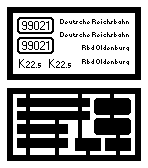
Sofern geeignete Schrift–Schnitte und –Größen gefunden werden, können damit - zumindest in den größeren Maßstäben - relativ einfach geätzte
Lokschilder hergestellt werden. Das Foto dieses Abschnitts zeigt ein Beispiel dafür.
Die dritte, aufwändigste und geeignetste Methode ist das fotochemische Verfahren,
das mit einem Film und lichtempfindlichen Lack arbeitet.

[ ± ].
Diese Messingschilder wurden beim Ätzen mit Anreibebuchstaben geschützt.
Das fotochemische Verfahren
Beim fotochemischen Verfahren muss zunächst ein Film angefertigt werden. Dieser Film darf nur tiefschwarze
und völlig klare Flächen haben. Solche Filme werden Ortho– oder Strich–Filme genannt. An den
schwarzen Stellen wird das Material später stehen bleiben, an den klaren Stellen weggeätzt.
Der Film muss spiegelverkehrt sein, das heißt: Wenn das Bild wie gewünscht, also
seitenrichtig zu sehen ist, muss die Schichtseite des Films hinten liegen.
Die Erstellung der Vorlage für die Belichtung des Films wird weiter unten beschrieben.
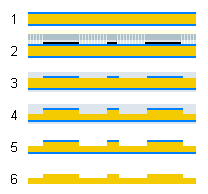
Das zu ätzende Material wird entfettet und ein– oder beidseitig mit einem Licht–empfindlichen
Fotolack beschichtet (1 in der zweiten Abbildung des Abschnitts). Wer diese
Arbeit selbst verrichten möchte: Bei Fremde Seite
Conrad gibt es solche Lacke
in Sprühdosen („Positiv 20”). Dort erhalten Sie auch Ätzschalen, Ätzmittel und Ätzmaschinen.
Der Film wird nun - Schichtseite nach unten - auf dem beschichteten Material aufgelegt.
Bei doppelseitigen Ätzungen müssen die Filme außerhalb der Ätzfläche
Passerkreuze in den Ecken haben, damit sie genau übereinander liegen. Aus den Filmen und dem Material wird dann eine Tasche gebaut.
Der Film wird mit einer sauberen Glasplatte beschwert, damit er dicht anliegt. Dann wird -
genau gerade von oben, damit keine Lichtstrahlen seitlich unter die Filmschicht dringen -
belichtet (2). Dafür geeignete Lampen müssen eine hohe Leistung und einen möglichst hohen Ultraviolett–Anteil haben. Geeignet sind
beispielsweise Nitraphot–Lampen ab 150W. Wie lange zu belichten
ist, hängt von der Lampe, deren Leistung und Entfernung sowie der Stärke der Beschichtung ab.
Der belichtete Lack sollte umgehend entwickelt werden. Das geschieht mit einer Lösung von Natriumhydroxid in einer Kunststoff–Schale.
Achtung: Schon dieses Mittel ist hochgradig ätzend! Bei der Entwicklung kann gut
beobachtet werden, wann und wie sich die belichteten Lackteile ablösen (3).
Ist das nach etwa zwei Minuten nicht vollständig und sauber geschehen, stimmten die Belichtung oder die Dicke der Beschichtung nicht.
Die nun vorbereitete Platte wird anschließend gespült, um den Entwicklungsvorgang zu
stoppen. Damit ist sie fertig zum Ätzen (4).

Selbst ätzen
Zwei Tipps vorab: Kupferkaschierte Platine gibt es schon mit Fotolack
beschichtet zu kaufen. Und es gibt eine Methode, um auch einseitig bedruckte Papiervorlagen
als Film zu benutzen. Sie müssen dazu mit einem Mittel namens „Pausklar” besprüht werden. Beides ist ebenfalls bei
Fremde Seite
Conrad zu haben.
Die gängigsten Ätzmittel sind Ammoniumperoxodisulfat und das schnellere
und aggressivere Eisen–III–Chlorid.
Wenn Sie nur eine selbst gemalte Platine oder eine Lokbeschriftung mit Abreibe–Zeichen herstellen
wollen, genügt eine einfache Kunststoff–Schale. Lösen Sie das Ätzmittel entsprechend der Hersteller–Anweisung in Wasser auf. Dafür dürfen keine
Metall–Gefäße verwendet werden und ein Kochtopf aus der Küche schon gar nicht!
Arbeiten Sie grundsätzlich mit einer Schutzbrille und Kunststoff–Handschuhen, wie sie auch zum Spülen verwendet werden.
Erwärmen Sie die Lösung im Wasserbad, bis sie eine Temperatur von etwa
40° C hat. Füllen Sie das Ätzmittel dann - vorsichtig und ohne zu spritzen - in die Kunststoffschale.
Dort legen Sie nun - bei guter Beleuchtung - das zu ätzende Werkstück hinein. Schwenken
Sie die Schale vorsichtig hin und her, sodass das Ätzbad leicht über die zu ätzende Seite schwappt - aber natürlich nicht aus der Schale!
Im Bad ist der Fortschritt bei Messing– und Neusilber–Blechen teilweise nicht gut zu erkennen.
Nehmen Sie das Stück mit einer Kunststoff–Pinzette aus der
Apotheke heraus und beobachten Sie es im Streiflicht, dann können Sie gut sehen, wie tief schon geätzt wurde.
Wenn Sie zufrieden sind, lassen Sie das Stück gut abtropfen und spülen es mit viel heißem Wasser ab.
Gießen Sie das Ätzbad in eine Flasche mit Kunststoff–Verschluss oder Korken (dunkle Flaschen
sind besser). Verwahren Sie die Flasche an einem (Kinder–) sicheren Ort.
Nach einigen Ätzvorgängen ist das Ätzbad so mit Kupferpartikeln gesättigt,
dass es nicht mehr gut ätzt. Bringen Sie die Flasche dann - sorgfältig mit dem Namen des
Inhalts beschriftet - zu einer städtischen Entsorgungsstelle.

[ ± ].
Die Teile für dieses Modellbahn–Drehgestell wurden nicht selbst geätzt.
Vorlagen für Strichfilme erstellen
Bevor der PC seinen Siegeszug antrat, mussten Vorlagen für Ätz– und
Druckfilme noch mühevoll von Hand mit Tuschefüllern gezeichnet werden. Diese Zeiten sind glücklicher Weise vorbei.
Ob Sie Rastergrafiken („setze einen Punkt in Farbe a an Position x, y”) oder
Vektor–Formate („ziehe eine Linie in Farbe a und Stärke b von Position x1, y1 nach
Position x2, y2”) bevorzugen, spielt keine Rolle. Vektorgrafiken haben den Vorteil,
dass sie skalierbar sind und sich Korrekturen leichter vornehmen lassen.
Wichtig ist, dass Sie nur schwarz und weiß verwenden, und vor allem, dass die Vorlage eine hinreichend große Auflösung hat. Die Auflösung wird in
dpi angegeben (Punkte je Zoll).
Als Minimum für Platinen sollte Ihre Vorlage 300, für Beschriftungen und Modellbau Aufgaben 600 dpi haben. Achtung: Bei
300 dpi sind die Treppchen von Rastergrafiken noch sichtbar.
Bei Vektorgrafiken spielt das keine Rolle. Diese legen Sie im Maßstab eins zu eins an.
Hier ein Beispiel für die Größen–Berechnung. Sie möchten eine Messing–Platte
von 8 × 6,5 cm ätzen lassen und
benötigen dafür einen Film. Wie viele Bildpunkte muss die Vorlage groß sein, wenn sie 600 dpi haben soll?
8 cm ÷ 2,54 cm (das entspricht
einem Zoll) = 3,1496. 3,1469 × 600 = 1.885 Bildpunkte (Pixel). 6,5
÷ 2,54 × 600 = 1.535 Punkte. Für eine Linie von
einem Millimeter Breite werden 23,6 Punkte benötigt. Die gibt es natürlich nicht. Runden Sie lieber auf als ab.
Die Anfertigung von Strichfilmen - früher nahezu überall zu haben - wird unterdes kaum noch
angeboten. Strich– beziehungsweise Orthofilme haben nur tiefschwarze oder völlig transparente Flächen.
Fremde Seite
Ätztechnik Herbert Caspers
bietet nicht nur Ätzarbeiten, sondern auch die Ausbelichtung solcher Filme von gängigen Datenformaten an (auch
Link zum Glossar
CAD, PDF und DTP–Formate).
Bitte sprechen Sie sich deswegen mit Thomas Engel ab. In dem Solinger Betrieb können auch konventionelle
Repros von Papiervorlagen erstellt werden. Die Anschrift finden Sie bei den Adressen.
Den belichteten und entwickelten Film können Sie anschließend selbst verwenden oder zu einer Ätzanstalt
schicken. Überlegen Sie vorher, wie Sie die verfügbare Fläche sinnvoll nutzen können. Ätzbetriebe
bevorzugen Größen, die restfrei mindestens durch 50 Millimeter geteilt werden können. Ideal sind meist 300 Millimeter.
Weitere Tipps zur Erstellung von Ätzvorlagen.
[ ± ].
600–dpi–Vorlage: hier für den Druck von Waggon–Beschriftungen im Maßstab 1:22,5, Wiedergabe 1:1.
Wann lohnt es sich, selbst zu ätzen?
Wie aus dem vorher Gesagten klar wird, ist das Belichten, Entwickeln und Ätzen mit einigen Schwierigkeiten und etlichen Risiken verbunden.
Für Platinen, die Sie als Einzelstück durch Malen oder Aufreiben anfertigen, sowie
für einzelne Lokomotiv–Beschriftungen oder Ähnliches ist der Aufwand vertretbar.
Die Erstellung von Filmen und die Anfertigung von Platinen sind mittlerweile so preiswert,
dass es sich definitiv nicht lohnt, sich hier die Finger schmutzig zu machen.
Im Internet und eventuell Branchenbuch finden Sie auch Dienstleister für Ätzungen in
Metall. Früher hätten Sie nach dem Stichwort „Klischee–Anstalt” suchen müssen.
Tipp: Suchen Sie bei Fremde Seite
Google
nach „Messing und Ätzen” oder besuchen Sie das Portal Fremde Seite
aetzen.de. Ein weiterer, sinnvoller Suchbegriff ist „geätzte Formteile”.
Unser Favorit ist Fremde Seite
Ätztechnik Herbert Caspers.
Wenden Sie sich mit Ihren Fragen vertrauensvoll an Margret oder Thomas Engel.
Tief– oder Durchätzungen in Metall selbst herzustellen lohnt sich nur, wenn Sie das
häufig machen und eine entsprechende Räumlichkeit sowie Ausrüstung haben. Die
Ergebnisse professioneller Ätzanstalten können zu Hause kaum erreicht werden.
Tipp zur Kostenersparnis: Suchen Sie andere Modellbauer, die dieses Teil
ebenfalls brauchen, und lassen Sie dann eine Kleinserie anfertigen.
![[ b ]](/beschreibung/mt/mt-etch-002.png){kind=link}