Modellbau: Teile anfertigen
Biegen
Die ersten Erfahrungen mit Biege–Arbeiten machen wir schon als Kinder. Trockene Zweige brechen irgendwann, nasse nicht oder später. Blumenbindedraht
bricht gar nicht. Dicke Äste lassen sich kaum verbiegen, Grashalme durch Anpusten.
Irgendwann folgt dann die Erkenntnis, dass ein Aluminium–Rohr oder Kunststoff–Trinkhalm
knickt, statt sich rund biegen zu lassen - daher wohl auch die Begeisterung der Kleinen für die knickbaren Trink–Röhrchen mit Gelenk.
Auf dieser Seite folgen ein paar Hinweise zu genauen - und gewollten - Biegearbeiten. Dazu gibt es
Tipps zur Herstellung „gefälschter” Biegungen und zweidimensionaler Wölbungen. Und noch ein kleiner
Rat vorab: Faserige Werkstoffe sollten möglichst so gebogen werden, dass die Faser quer zur Biegerichtung liegt.
Abschnitte dieser Seite:
- Verformung
- Metall– und Kunststoffplatten biegen
- Drähte, Ringe, Ösen biegen, Federn wickeln
- Rohre und „gefälschte” Biegungen
- Biegemaschinen
- Zweidimensionale Krümmungen
- Holz biegen

[ ± ].
Die Muldenwand und die senkrechten Rahmenwangen dieses Feldbahn–Muldenkippers sind gebogene Metallteile.
Verformung
Je stärker das zu biegende Material und je kleiner der Radius wird, desto schwieriger ist es
zu biegen. Das hat einen einfachen Grund. An der Außenseite der Biegung muss das Material
gelängt werden, da der Außendurchmesser größer als der Innendurchmesser der
Biegung ist. Dementsprechend muss der Werkstoff innen verkürzt werden.
Nun lässt sich aber beispielsweise Messing nicht so ohne Weiteres verlängern oder
verkürzen. Dazu müsste die Molekular–Struktur des Materials aufgelöst werden, was aber erst bei entsprechender Hitze möglich ist.
Daher sucht sich zunächst einmal das überschüssige Material an der Innenseite
eine andere Lage. Bei einem schmalen Blech–Streifen tritt es zu den Seiten der Biegung hin
aus, während sich die Breite des Streifen an der Außenseite verringert. Später entstehen dort Risse.
Diese Risse - oder gar ein glatter Durchbruch - entstehen umso eher, je härter beziehungsweise
spröder das zu biegende Material ist. Das oben erwähnte, trockene Ästchen bricht schnell, Spielzeug–Knete gar nicht.
Fazit: Bei einer Biegung darf ein bestimmter Mindestradius in Abhängigkeit
vom Material und dessen Stärke nicht unterschritten werden, wenn die Stelle nicht brechen
soll. Alles, was darüber hinaus geht, bedarf einer Änderung der Molekular–Struktur.
Beim Biegen ist die Elastizität ein weiterer wichtiger Faktor. Je
höher die Elastizität ist, desto mehr muss das Material überbogen werden, damit
es die gewünschte Form behält. Soll beispielsweise aus einem dünnen Stahldraht eine Zugfeder gewickelt werden, muss der Kern beim Wickeln um einiges
kleiner sein als der gewünschte Außendurchmesser der Feder.

[ ± ].
Bei diesem H0–Modell eines DAAG–LKW aus Messing wurden Dach, Motorhaube und Kotflügel gebogen.
Metall– und Kunststoff–Platten biegen
Auch weite Radien können den Bastler vor Probleme stellen. Ein typisches Beispiel
ist das gewölbte Dach eines Güterwagens. Schwierig dabei sind die Elastizität des
Materials und die Ränder. Im Bild ist ein Wagen im Maßstab 1:22,5 zu sehen.
Weite Radien: Messing
Angenommen, das Dach des hier abgebildeten Güterwagens wäre aus Messingblech. Dann
müsste für seine Anfertigung eine Platte zugeschnitten werden, die deutlich breiter ist
als der Wagen. Dann schleichen Sie sich in die Küche (sofern das nicht ohnehin Ihr Reich ist)
und holen dort ein Nudelholz. Ihr nächster Gang führt ins Bad, wo vor der Badewanne eine
glatte Moosgummi–Unterlage liegt. Alternativ dazu räumen Sie das mit dickem Kork beklebte
Pinnbrett im Flur ab und nehmen es mit. In der höchsten Not, wenn Sie beides nicht haben, tun
es auch ein paar Bodenbelag–Reste (Teppich oder PVC, nicht Parkett!).
Das Messingblech darf nicht zu hart sein. Wenn es das ist, müssen Sie es zunächst einmal
zum Glühen gebracht haben, was sich mit zwei Zangen meist gut auf einem Gasherd erledigen
lässt. Haben Sie nicht? Schade, dann müssen Sie das Blech mit einer anderen Flamme
erhitzen, bis es zumindest schwach dunkelrot glüht. Lassen Sie es dann Abkühlen - aber langsam!
Nach dem Erkalten legen Sie das Blech auf die gewählte, elastische Unterlage und rollen es
mit dem Nudelholz in Form. Der nötige Druck muss durch Versuche ermittelt werden. Wenn der
Radius einigermaßen stimmt, sägen Sie die Überstände rechts und links der
gewünschten Dachbreite ab - aber vorsichtig, denn das weiche Blech verbiegt sich nun leicht.
Wenn Sie das Blech lieber wieder härter und elastischer haben wollen, müssen Sie es noch
einmal erhitzen und vorsichtig im Wasser– oder Ölbad abschrecken. Dabei besteht allerdings
die Gefahr, dass sich der Radius durch das „Erinnerungs–Vermögen” des Blechs an
seine ursprüngliche Struktur wieder ändert (das gibt es wirklich).

[ ± ].
Das abnehmbare Dach dieses Wagens wurde aus Polystyrol hergestellt.
Weite Radien: Polystyrol
Der Schmelzpunkt von Polystyrol liegt erheblich viel niedriger als der von Messing.
Es wird je nach Typ schon ab 50 bis 70° C weich.
Der Nudelholz–Trick wird hier nicht funktionieren, weil sich die Polystyrol–Platte
zu schnell wieder abkühlt und dann wieder elastischer ist. Es gibt drei mögliche Ersatzverfahren.
Zum einen können Sie die - wieder breitere - Polystyrol–Platte mit Malerkrepp auf
einen zylindrischen Körper mit deutlich kleinerem als dem gewünschten Durchmesser aufkleben und dann mit einem Heißluft–Gebläse oder zur Not
einem leistungsstarken Haartrockner verformen. Dabei wird es ohne eine umlaufende Klebung
aber in den Ecken zu Verwerfungen kommen. Auch ist es oft schwierig, einen passenden, zylindrischen Körper in hinreichender Länge zu finden.
Möglichkeit Nummer 2 besteht darin, die auch im Original vorhandenen Bretterfugen an der Innenseite zu gravieren,
optional auch außen. Durch die Ausdünnung des Materials wird es sich an den Stellen mit den Fugen leicht biegen lassen. Fertigen Sie sich - wie
es im Original ist - querlaufende Dachspanten im richtigen Radius an (äußerer
Dachradius abzüglich Materialstärke) und kleben Sie diese innen auf.
Möglichkeit Nummer 3 besteht darin, zwei dünne Polystyrol–Platten im gebogenen
Zustand großflächig miteinander zu verkleben. Achtung: Die Platten sollten bei
großen Modellen nicht nur 0,5 mm stark sein. Das dünne Material kann Blasen bilden.
Enge Radien
Enge Radien werden bei Platten am Besten mit einem passenden Rundmaterial hergestellt,
über das die Platten gebogen werden. Für kleinste Radien sollten diese Rundmaterialien
aus Stahl bestehen, bei mittleren tut es auch Messing oder Aluminium. Auch hier muss
der Durchmesser des Rundmaterial wieder etwas kleiner sein als der der gewünschten Biegung.
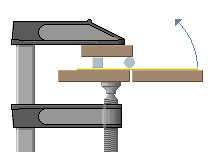
Legen Sie das Rundmaterial an der gewünschten Biegestelle an. Spannen Sie die
zu biegende Platte und das Rundmaterial mit Schraubzwingen zwischen Backen ein. Dabei
muss die zu biegende Seite der Platte noch frei liegen. Legen Sie nun ein Kantholz oder
ähnliches an der zu drückenden Seite an und biegen Sie die Platte.
Das wird bei Aluminium– und weichem Messingblech gut funktionieren. Bei Polystyrol
wird es jedoch zu keiner hinreichenden, bleibenden Verformung kommen. Entweder Sie
arbeiten wieder mit Erwärmung, oder Sie pinseln die Biegestelle großzügig
mit Universal–Verdünnung ein. Achtung: Diese Stellen dürfen nur mit dem glatten
Rundmaterial in Berührung kommen, nicht mit den Fingern! Die Technik funktioniert
auch nur mit dünnem Material bis etwa 1 oder 1,5 mm Stärke.
[ ± ].
Biegen enger Radien.
Drähte, Ringe, Ösen biegen, Federn wickeln
Größere Radien in Drähte biegen Sie am Besten über einem zylindrischen
Körper, der wie stets einen etwas kleineren als der gewünschten Durchmesser haben sollte.
Bei kleineren Radien kann eine Rundspitz–Zange benutzt werden. Achten Sie aber darauf,
dass Sie beim Biegen keine Dellen an die Innen– und vor allem Außenseite dickerer Drähte drücken.
Für (funktionale) Zugfedern und für die Serienanfertigung von Ringösen kommt das selbe
Verfahren zum Einsatz. Biegen Sie das Ende eines Drahts etwa rechtwinklig ab. Dann fixieren
Sie dieses Ende parallel zu einem geeigneten Rundmaterial. Das kann beispielsweise eine Messingstange mit drei Millimeter Durchmesser sein.
Einspannen können Sie Draht und Rundmaterial im Schraubstock oder im Futter einer
normalen Bohrmaschine (letzteres dann so, dass das Drahtende wieder zwischen zwei Backen des Futters heraus schaut).
Nun wickeln Sie den Draht mit ein wenig Drall Richtung Anfangs-Seite auf das Rundmaterial
oder lassen die Bohrmaschine ganz, ganz langsam anlaufen, sodass sich der Draht von
selbst aufwickelt. Dafür gibt es auch kleine, handbetriebene Maschinen. Findige Bastler
können sich leicht selbst so einen Wickel–Apparat bauen.
Für eine Zugfeder (oder deren Nachbildung) müssen nun noch die Enden mit Zangen passend gebogen werden.
Wenn Sie Ringösen benötigen, schneiden Sie mit einem scharfen Schrägschneider mit
Link zum Glossar
Wate einzelne Ringe von der entstandenen Spirale ab.
Biegen Sie dann die Ringe ein wenig quer zur Drahtlage auf. Fädeln Sie ein Ende in die
Querbohrung des Ringösen–Halters ein und halten Sie dieses Ende mit einer Flachspitz–Zange
fest. Dann biegen Sie das andere Ende mit einer zweiten Zange so, dass sich die Enden
wieder genau gegenüber liegen. Zum Schluss - zumindest bei Modellen ab Maßstab
1÷32 - müssen Sie die Enden noch verlöten.

[ ± ].
Ringösen an einem Eigenbau–Arbeitswagen.

[ ± ].
Eine selbst gewickelte Feder für den Sitz des Lanz Bulldog.
Rohre und „gefälschte” Biegungen
Rohre lassen sich auf Grund ihrer hohen statischen Festigkeit besonders schlecht
biegen. Das zeigt sich am eingangs genannten Trinkhalm, der einfach abknickt.
Auch bei Anwendung der nachstehende beschriebenen Methoden gibt es eine Untergrenze
für den Biegeradius. Danach geht nichts mehr. Als grobe Faustregel kann gelten,
dass sich Rohre Bastlern allenfalls auf einen Radius vom 30– bis 50fachen ihres Durchmessers biegen lassen.
Zunächst einmal müssen Sie das Rohr an einem Ende zu löten.
Dann stopfen Sie es mit einem sehr feinkörnigen Material, beispielsweise gesiebtem Vogelsand
oder Gips, und löten das andere Ende zu. Das geht am Besten, wenn dieses Ende vorher zugequetscht wird.
Beim Biegen ohne nennenswerte Verformung des runden Profils können drei Holzplatten helfen.
Die mittlere muss rund sein und die Stärke des Rohr–Durchmessers haben, die äußeren
überlappen den innen Kreis. Diese Platten werden verklebt, verschraubt oder mit Schraubzwingen gesichert.
Ziehen Sie das Rohr immer wieder durch die so entstandene Nut und üben dabei
Druck aus. Wenn Sie das Rohr vorher erwärmen oder gar erhitzen können - umso besser.
Dabei darf es nicht so heiß werden, dass die Lötungen an den Enden aufplatzen.
Diese Methode funktioniert aber nur bedingt gut - besser sind Rohr–Biegemaschinen.

Für kleinere oder gar ganz enge Radien kann folgender Trick benutzt werden. Sägen Sie -
wie in dieser Zeichnung abgebildet - dicht nebeneinander etliche Keile in das Rohr und lassen Sie
nur einen dünnen Steg stehen. Biegen Sie dann - vorsichtig - das Rohr in den gewünschten Radius.
Anschließend müssen Sie - bei Messingrohr - diese Schlitze zulöten. Dann wird die Biegung in
Form gefeilt und geschliffen. Der Durchmesser verringert sich dabei zwangsläufig ein wenig,
aber das fällt kaum auf. Bei Polystyrol-Rohren sollten Sie die Stellen mit
Universal–Verdünnung verschweißen, dann verspachteln und überarbeiten.

[ ± ].
[ b ].
Der Ausleger eines Wasserkrans.

[ ± ]. Rohbau: Wassereinfüllstutzen.

[ ± ]. Fertig: Wassereinfüllstutzen.
![[ b ]](/beschreibung/wasserkran002.jpg){kind=link}
Biegemaschinen
Wirklich gute und genaue Biegungen von bestimmten Profilen lassen sich meist nur mit
Biegevorrichtungen erzielen. Das Foto zeigt eine solche Maschine für Schienenprofile.
Solche Maschinen funktionieren wie folgt. Rechts und links wird das Profil in beidseitig angeordneten
Rollen geführt, die mehr oder minder genau dem Negativ der Profilseite entsprechen. In der Mitte zwischen
den Rollenpaaren sind ein oder zwei eine weitere Rollen Paar angebracht. Diese sind gegenüber
den anderen nach vorne oder hinten verschiebbar. Spannschrauben halten sie in der richtigen Lage.
Zum Biegen wird nun ein Ende des Profils zwischen den äußeren Rollen eingeführt.
Dann wird der Druck über die Stellschraube allmählich erhöht und dabei das Profil
immer wieder durch die Vorrichtung gezogen oder gerollt. Mit Ausnahme der Enden wird sich das
Profil allmählich biegen. Im entlasteten - also heraus genommenen Zustand - kann dann
überprüft werden, ob der gewünschten Radius schon erreicht wurde.
Beim Vorbild werden Schienen auch so gebogen. Ein älteres Modell für Handbetrieb
kann auf dem Freigelände beim Fremde Seite
Frankfurter Feldbahn–Museum
e.V. begutachtet werden. Die Adresse finden Sie im Info–Bereich.
Größere Bleche lassen sich gut auf einer Abkantbank abwinkeln.

[ ± ].
Schienen–Biegevorrichtung für Code 200–Profile.
Zweidimensionale Krümmungen
Zweidimensionale Krümmungen sind in zwei Ebenen gebogen. Ein typisches Beispiel ist das
zu den Ecken hin ausgerundete Endstück des Dachs eines Personenwagens.
Solche Krümmungen lassen sich nicht gleich durch biegen herstellen.
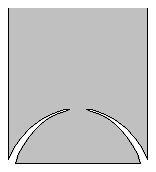
Es ist aber sehr wohl möglich, mit Hilfe passender Sägeschnitte überschüssiges Material zu entfernen
und so eine Annäherung an ein im Original durch Drücken verformtes Blech
zu erzielen. Die Skizze zeigt das Prinzip.
Nach Anfertigung solcher Schlitze können sowohl die Stirn– als auch die Seitenteile
individuell abgebogen und anschließend verlötet oder verklebt werden. Bei dieser
Arbeit hilft ein dünner Streifen des entsprechenden Werkstoffs, der unterhalb des Schlitzes angebracht wird.
Schwieriger wird es bei kleineren Teilen, beispielsweise Achtel–Kugeln. Diese müssen aus
einem entsprechend weichen Material getrieben werden. Das funktioniert
ähnlich wie bei einem Apotheker–Mörser. Unten ist eine Pfanne in etwa der
gewünschten Form. Darüber wird das zu verformende Material gelegt, beispielsweise
Aluminium. Dann wird das Material mit dem Mörser oder Stempel - einem kleineren Negativ der Pfanne -
allmählich mit drückenden und kreisenden Bewegungen in die Pfanne eingearbeitet.
Diese Tätigkeit erfordert zum einen ein entsprechend verformbares Material und zum
anderen sehr viel Geduld und Übung. Daher wird auch nicht weiter darauf eingegangen.
Im Zweifelsfall ist es einfacher, das benötigte Teil aus dem Vollen zu arbeiten.
[ ± ].
Aufbau eines in zwei Ebenen gewölbten Dachteils.
Holz biegen
Sofern das verwendete Holz nicht zu dick ist, kann es problemlos gebogen werden. Auch
hier gibt es wieder eine Abhängigkeit von Materialstärke und möglichen Mindest–Radien - danach bricht das Material.
Holz wird grundsätzlich im nassen Zustand gebogen. Sie tun sich einen Gefallen, wenn
Sie dem Wasser ein wenig Spülmittel hinzu fügen - das bricht die Oberflächen–Spannung.
Dadurch kann die Flüssigkeit leichter bis in die letzte Faser vordringen.
Das nasse Holz wird dann langsam in die richtige Form gebogen, wobei es gleichzeitig feucht
und möglichst warm gehalten wird. Ein Haartrockner (Fön) leistet hier gute Dienste.
Tipp: Ziehen Sie Holzstreifen immer wieder unter Druck über einen kleinen, runden
Körper. Die Fasern verformen sich allmählich, und nach und nach wird das Holz die gewünschte Biegung
annehmen - und bei entsprechender Fixierung nach der Trocknung auch fast behalten.
Auch bei Holz und weiten Radien hilft die Methode, zwei dünnere Schichten in einer passenden Form
miteinander zu verkleben. Nach der Trocknung von Holz und Leim werden die Schichten - je mehr, desto eher - den gewünschten Radius behalten.

[ ± ].
Der Rumpf dieses Fischerboots wurde mit Leisten 10 × 1 mm beplankt.
Gut zu erkennen: Die Rundungen an Bug und Heck.